HYPER VERSION





![]()
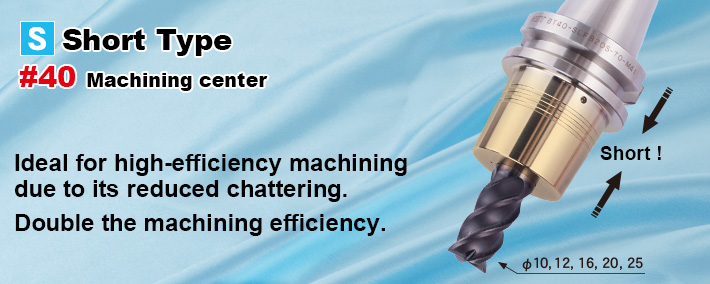
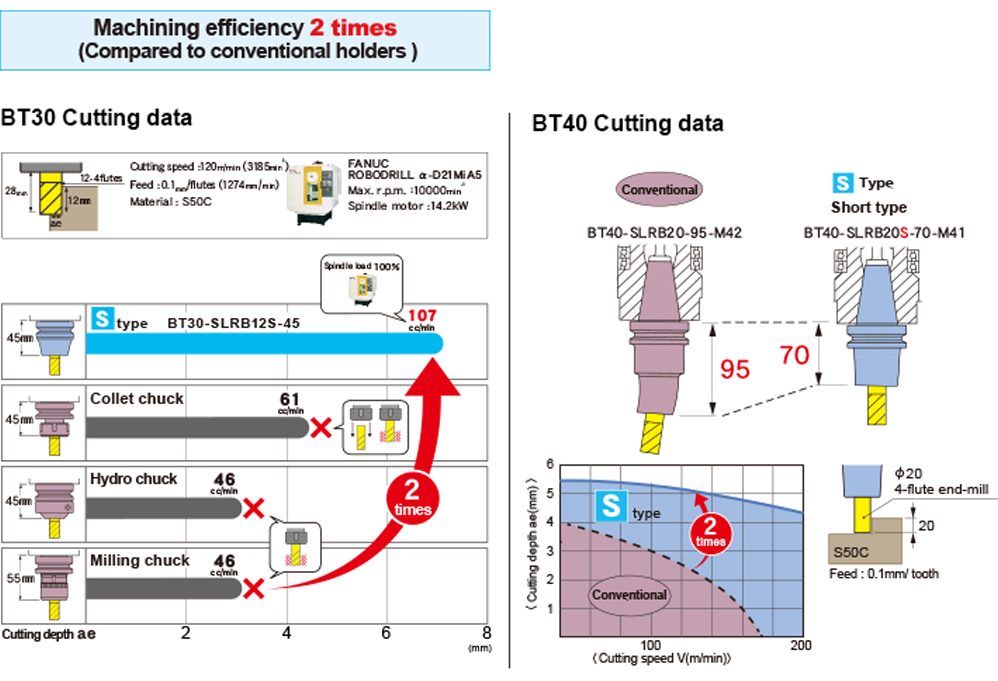
For heavy-duty end-mill machining
For high-speed spindle machining centers Short type
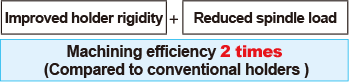
By minimizing the holder length, the machining
efficiency is now double that of conventional holders.
Even for heavy-duty machining with compact machining centers,
it reduces spindle load and prevents fretting corrosion
of the holder shank.
Shortening the tool projection by using a short flute length
cutting tool leads to more efficient machining.

Recommended tools for short type
| OSG | WX-PHSS(General purpose)、UP-PHS(General purpose) |
| DIJET | DV-OCSAR(For difficult-to-machine materials)、AL-SEESS(For aluminum alloy) |
| TUNGALOY | SEF4000(For difficult-to-machine materials)、SEE4000-A(For aluminum alloy) |
| Mitsubishi Materials | C-3SA(For aluminum alloy)、VF-6MHV(For difficult-to-machine materials) |
| MOLDINO | EPSMS-PN(General purpose)、EPPS(For general steel) |
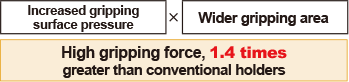
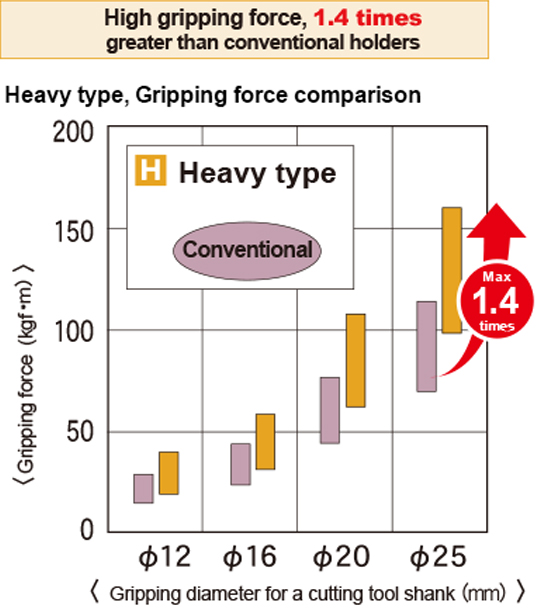
For high-torque spindle machining centers Heavy type
By widening the gripping area of the holder, the gripping force
increased 1.4 times higher than conventional holders.
Prevents the cutter from slipping or pulling out.

Dimensions/ External drawings/ Drawing Data Download




In order to view documents in PDF format, Adobe Reader® is required.
You can downolad the latest version of Adobe Reader® for free from the Adobe site.
Short type
Heavy type
PR movie